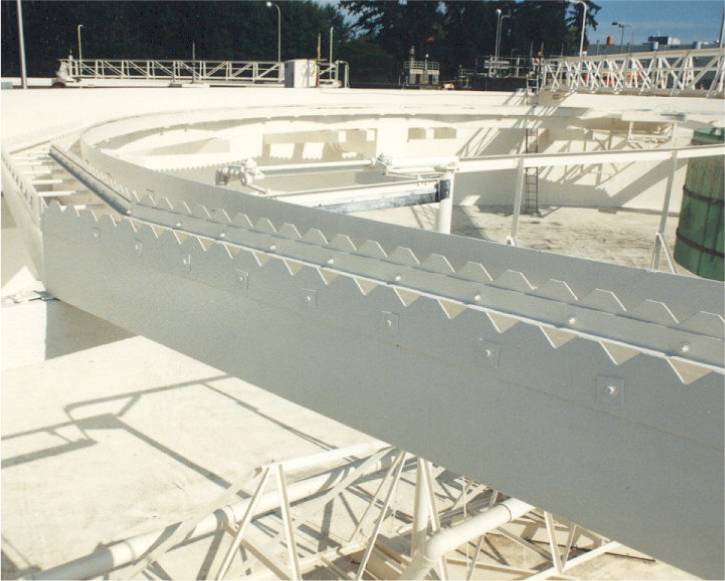
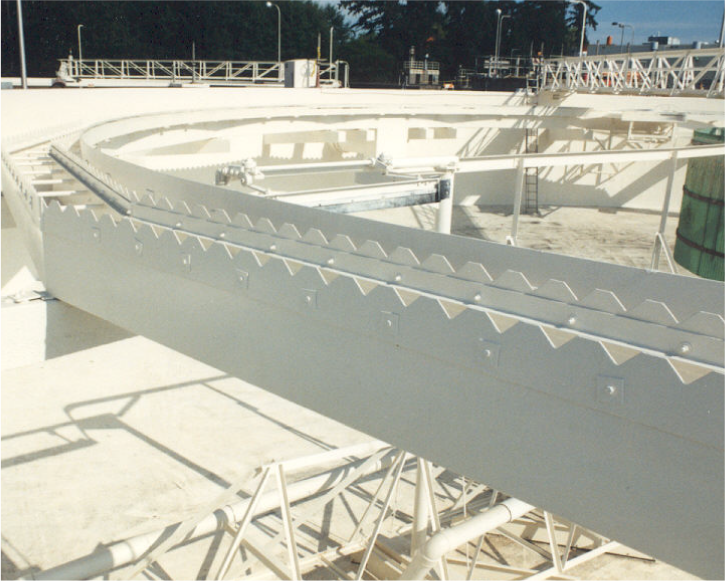
The recommended application process for PC-517 Poly-Chemcure Coating involves thorough surface preparation to remove contaminants like rust, grease, or old coatings, typically through abrasive blasting for optimal adhesion. Once the surface is clean and dry, the coating components should be mixed according to the manufacturer’s instructions until a uniform consistency is achieved. The coating can be applied using a brush, roller, or spray equipment, depending on the project requirements and surface type. Multiple coats may be necessary for enhanced protection, with proper curing time allowed between layers to ensure durability and performance.